製造業 T社
IoT技術の導入により、工場設備の稼働状況をリアルタイムで可視化。 CBM(状態基準保全)への転換を通じて、安定稼働とライフサイクルコストの改善を実現しました。

導入背景・課題
車両部品を製造する工場では、24時間稼働ラインの安定運用が求められていました。しかし、突発的な設備トラブルが発生することがあり、故障の兆候を事前に把握できない点が課題となっていました。
導入の決め手
定期点検に基づくTBM(時間基準保全)から、設備の状態に応じたCBMへ移行。
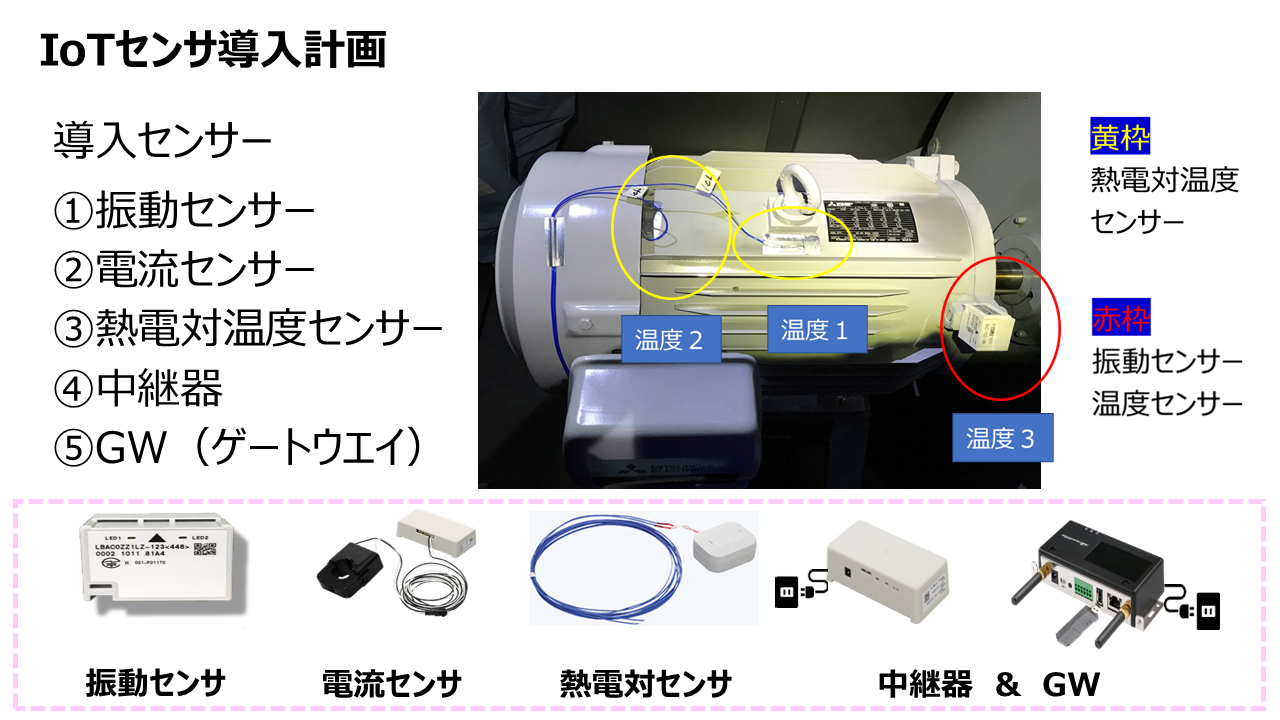
IoTセンサーによる稼働データの取得と分析により、最適な整備周期を算出できる仕組みを構築しました。
IoTセンサーによる稼働データの取得と分析により、最適な整備周期を算出できる仕組みを構築しました。
導入効果
IoTセンサーによるデータ蓄積と3年間の予兆診断を通じて、最適な整備周期を設定。
設備トラブルの発生リスクを低減し、安定稼働とメンテナンスコストの最適化を実現しました。
設備トラブルの発生リスクを低減し、安定稼働とメンテナンスコストの最適化を実現しました。
お客様の声
空調機モーターの軸受部で発生した不具合に対し、IoTセンサーによるデータ計測を実施。故障傾向を可視化することで、予兆検知の有効性を確認しました。
今後は他設備への展開やデータ分析の高度化を検討しています。